21
Th8
Th8
Tin tức
Các cấp độ đánh bóng trong khuôn ép nhựa
Trong ngành khuôn ép nhựa, các cấp độ đánh bóng bề mặt khuôn thường được phân loại dựa trên tiêu chuẩn SPI (Society of the Plastics Industry) hoặc các tiêu chuẩn tương tự, tùy thuộc vào yêu cầu về độ mịn và thẩm mỹ của sản phẩm nhựa. Dưới đây là các cấp độ đánh bóng phổ biến theo tiêu chuẩn SPI:
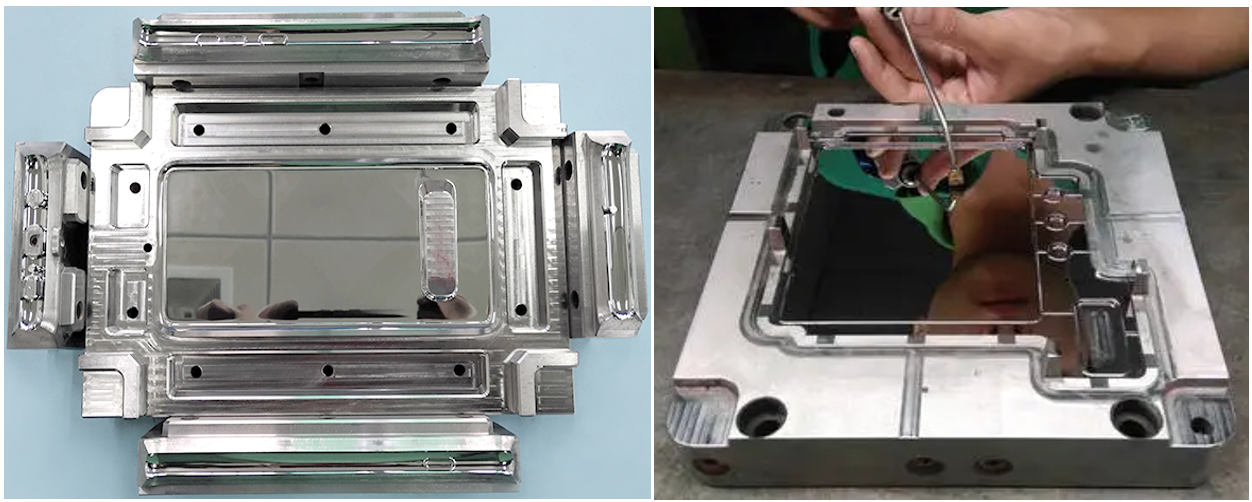
- A-1 (Cấp độ cao nhất – Đánh bóng gương, siêu mịn)
- Mô tả: Bề mặt cực kỳ mịn, bóng như gương, không có khuyết tật nhìn thấy được.
- Độ nhám bề mặt (Ra): ~0.012-0.025 µm.
- Phương pháp: Sử dụng bột kim cương (Diamond Buff) với kích thước hạt rất nhỏ (1-3 micron).
- Ứng dụng: Khuôn cho các sản phẩm quang học, lens, hoặc sản phẩm yêu cầu độ trong suốt và thẩm mỹ cao như vỏ điện thoại, kính bảo hộ.
- A-2 (Đánh bóng gương, mịn cao)
- Mô tả: Bề mặt bóng, mịn, gần đạt độ gương nhưng có thể nhìn thấy một số vết xước rất nhỏ dưới ánh sáng đặc biệt.
- Độ nhám bề mặt (Ra): ~0.025-0.05 µm.
- Phương pháp: Sử dụng bột kim cương với kích thước hạt lớn hơn một chút so với A-1.
- Ứng dụng: Sản phẩm yêu cầu độ bóng cao nhưng không cần hoàn hảo như A-1, ví dụ: các chi tiết nhựa trong suốt hoặc bán trong.
- A-3 (Đánh bóng mịn)
- Mô tả: Bề mặt bóng, mịn nhưng có thể thấy một số vết xước nhẹ khi kiểm tra kỹ.
- Độ nhám bề mặt (Ra): ~0.05-0.1 µm.
- Phương pháp: Đánh bóng bằng bột kim cương hoặc giấy nhám mịn (1200 grit trở lên).
- Ứng dụng: Các sản phẩm nhựa cao cấp, vỏ thiết bị điện tử, hoặc chi tiết trang trí.
- B-1 (Đánh bóng bán mịn)
- Mô tả: Bề mặt mịn, ít bóng hơn so với cấp A, có thể thấy các vết xước nhẹ dưới ánh sáng.
- Độ nhám bề mặt (Ra): ~0.1-0.2 µm.
- Phương pháp: Sử dụng giấy nhám mịn (600-800 grit).
- Ứng dụng: Các sản phẩm nhựa thông thường, không yêu cầu độ bóng cao, như vỏ máy móc hoặc phụ kiện công nghiệp.
- B-2 (Đánh bóng trung bình)
- Mô tả: Bề mặt có độ mịn vừa phải, không bóng, có các vết xước nhẹ rõ hơn.
- Độ nhám bề mặt (Ra): ~0.2-0.4 µm.
- Phương pháp: Sử dụng giấy nhám 400-600 grit.
- Ứng dụng: Các chi tiết nhựa không cần thẩm mỹ cao, như các bộ phận bên trong hoặc sản phẩm công nghiệp.
- B-3 (Đánh bóng thô)
- Mô tả: Bề mặt nhám hơn, các vết xước có thể nhìn thấy rõ.
- Độ nhám bề mặt (Ra): ~0.4-0.8 µm.
- Phương pháp: Sử dụng giấy nhám 320-400 grit.
- Ứng dụng: Sản phẩm nhựa không yêu cầu độ mịn, như các chi tiết kỹ thuật hoặc sản phẩm không lộ ra ngoài.
- C-1, C-2, C-3 (Bề mặt nhám hơn)
- Mô tả: Bề mặt nhám, không bóng, có thể thấy rõ các vết xước hoặc kết cấu từ quá trình gia công.
- Độ nhám bề mặt (Ra): Từ ~0.8 µm trở lên.
- Phương pháp: Sử dụng giấy nhám thô (120-320 grit) hoặc phun cát (sandblasting).
- Ứng dụng: Các sản phẩm nhựa không yêu cầu thẩm mỹ, như các chi tiết kỹ thuật hoặc sản phẩm cần độ bám dính bề mặt.
- D-1, D-2, D-3 (Bề mặt rất nhám)
- Mô tả: Bề mặt thô, có kết cấu rõ ràng, thường sử dụng để tạo hiệu ứng bề mặt đặc biệt (textured surface).
- Độ nhám bề mặt (Ra): ~1.6 µm trở lên.
- Phương pháp: Phun cát, khắc hóa học hoặc gia công thô.
- Ứng dụng: Sản phẩm cần bề mặt nhám để tăng độ bám, chống trơn trượt, hoặc tạo hiệu ứng thẩm mỹ như vỏ thiết bị cầm tay.
Lưu ý:
- Lựa chọn cấp độ đánh bóng: Tùy thuộc vào yêu cầu về thẩm mỹ, chức năng của sản phẩm và chi phí sản xuất. Cấp độ A tốn kém và mất thời gian hơn so với cấp độ B, C, hoặc D.
- Công cụ và vật liệu: Các cấp độ đánh bóng khác nhau sử dụng các công cụ như giấy nhám, bột kim cương, hoặc máy đánh bóng chuyên dụng.
- Kiểm tra bề mặt: Độ nhám thường được đo bằng thiết bị đo độ nhám bề mặt (profilometer) để đảm bảo đạt tiêu chuẩn.